Khi nhìn vào hình ảnh đang in, ta chỉ có thể cảm nhận được màu sắc đậm nhạt hoặc sự biến đổi tông độ ở các vùng sáng – tối – trung gian một cách tương đối. Việc thực hiện các quyết định điều chỉnh máy in dựa trên sự quan sát tờ in rất phức tạp và thường làm cho màu sắc trong quá trình in liên tục bị biến đổi. Quyết định điều chỉnh thiết bị in phải dựa trên các số liệu cụ thể. Rõ ràng là một bác sĩ điều trị dựa trên việc quan sát bệnh nhân sẽ không thể chính xác như một bác sĩ điều trị dựa trên các kết quả siêu âm hay xét nghiệm. Để có thể “siêu âm” hay “xét nghiệm” tờ in chúng ta phải thực hiện các phép đo và phân tích trên các ô màu được bố trí theo chiều ngang của tờ in.
Trước hết, chúng ta sẽ điểm sơ qua về các dải màu hay thang màu này. Dù được thiết kế theo nhiều kiểu khác nhau tuỳ theo hãng chế tạo thiết bị in, về cơ bản các thang này chứa các thông tin về quá trình in, bao gồm:
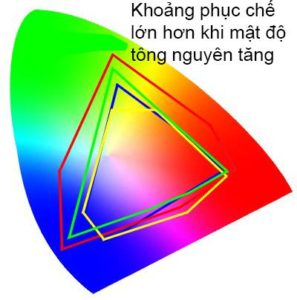
1. MẬT ĐỘ MÀU TÔNG NGUYÊN (tông 100% hay Ốp-la): theo sách MÀU SẮC- LÍ THUYẾT & ỨNG DỤNG (đã tặng cho các FRIEND của Facebook này), chỉ khi nào mật độ tông nguyên của
các màu lên đủ theo tiêu chuẩn ISO thì khoảng phục chế màu trong in Offset mới đạt được cao nhất. Điều
này có nghĩa là, khi chưa đạt được các giá trị mật độ tông nguyên thì việc chỉnh sửa màu là vô nghĩa vì chắc chắn sẽ có nhiều màu không thể phục chế được. Việc loay hoay chỉnh màu khi chưa đạt yêu cầu này chỉ dẫn đến sai màu nhiều hơn và màu sắc bị biến đổi trong
quá trình in
. Mật độ màu tông nguyên được đo qua giá trị độ dày lớp mực in. Các lớp mực in có
độ dày tối ưu tùy theo điều kiện in (sự kết hợp của giấy/mực/máy in). Các thông số mật độ màu tông nguyên được định nghĩa rõ ràng trong các bộ tiêu chuẩn chất lượng ISO 12647 -2.
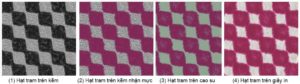
2. SỰ GIA TĂNG TẦNG THỨ: Do đặc tính của quá trình in, việc truyền mực từ bản in–>cao s
u–> giấy in cần phải có áp lực, kết hợp với tác động của nước và sự thấm hút trên giấy sẽ làm hạt tram bị thay đổi (thay đổi kích thước hay biến dạng), thông thường là hạt tra sẽ lớn hơn. Hiện tượng này ảnh hưởng đến kết quả tái tạo màu sắc của sản phẩm in những nơi có tram. Nếu muốn có một kết quả như mong muốn, giống như mẫu in thử thì chúng ta phải được kiểm soát được sự biến đổi này thông qua việc bù trừ biến đổi tầng thứ trong quá trình chế bản. Trong các bài viết trước, chúng ta đã nói về lí do tại sao công ty Huynh đệ Anh Khoa phải có hồ sơ xuất kẽm CTP theo giấy in và máy in, nếu chọn sai hồ sơ xuất CTP thì sự gia tăng tầng thứ sẽ khác dẫn đến
hậu quả là màu sắc sẽ bị sai. Các trị số về gia tăng tầng thứ cũng được định nghĩa rõ ràng trong ISO 12647-2.
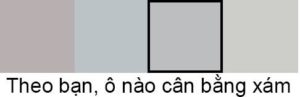
3. CÂN BẰNG XÁM: Xét về mặt lí thuyết, 3 màu C, M, Y khi kết hợp với nhau theo cùng một tỉ lệ sẽ cho ra màu xám trung tính, tuy nhiên tuỳ theo loại mực in và thứ tự in chồng màu … mà tỉ lệ kết hợp này sẽ phải thay đổi để có thể tạo ra màu xám trung tính (ví dụ 50% C +40%M + 40%Y = Xám trung tính). Lấy ví dụ, trong quá trình in không có cân bằng xám, các vùng tông xám trung gian có giá trị kết hợp 50% C +50%M + 50%Y không thể tạo thành mảng tông xám, khi đó thợ in theo yêu cầu của khách hàng phải điều chỉnh máy in để vùng này ra màu xám, thường là sẽ điều chỉnh tăng C+Bk và giảm M+Y. Rõ ràng là để được cân bằng xám thì màu sắc của toàn bộ hình ảnh trên tờ in sẽ phải thay đổi. Cân bằng xám rất quan trọng vì nó chính là cân bằng màu trong quá trình in.
Tuỳ theo chuẩn mà trình tự kiểm soát 3 yếu tố trên sẽ thay đổi. Chuẩn ISO 12647 kiểm soát theo thứ tự: Màu tông nguyên gia tăng tầng thứ cân bằng xám trong khi chuẩn G7 thì ngược lại: cân bằng xám mật độ tông nguyên gia tăng tầng thứ.
Trong quá trình in, nếu chúng ta kiểm soát được các yếu tố trên thì về cơ bản chúng ta có mộ
t sản phẩm in tái tạo chính xác màu sắc với số điểm ISO là 75/100.
(Xin xem tiếp bài sau “TẠI SAO PHẢI DÙNG THIẾT BỊ ĐO QUÉT IntelliTrax2”)